Questo prototipo è stato realizzato con un sistema di fabbricazione additiva Renishaw, progettato con software di ottimizzazione Altair e preparato per la stampa con software Magics di Materialise.
L’Additive Manufacturing apre orizzonti di ampiezza incredibile al miglioramento di oggetti esistenti, alla loro riprogettazione e alla realizzazione di componenti del tutto innovativi. I sistemi avanzati di produzione additiva in metallo sono progettati e costruiti da Renishaw per un’ampia gamma di applicazioni industriali in cui la durata, i componenti personalizzati e la precisione sono fattori chiave.
di Oscar Modo
La creazione da parte di Renishaw (www.renishaw.it) di un nuovo Spider Bracket che coniuga leggerezza e doti meccaniche di altissimo livello a un design decisamente innovativo e accattivante offre l’opportunità di fare alcune riflessioni sulle potenzialità di questa tecnologia e sul suo impiego.
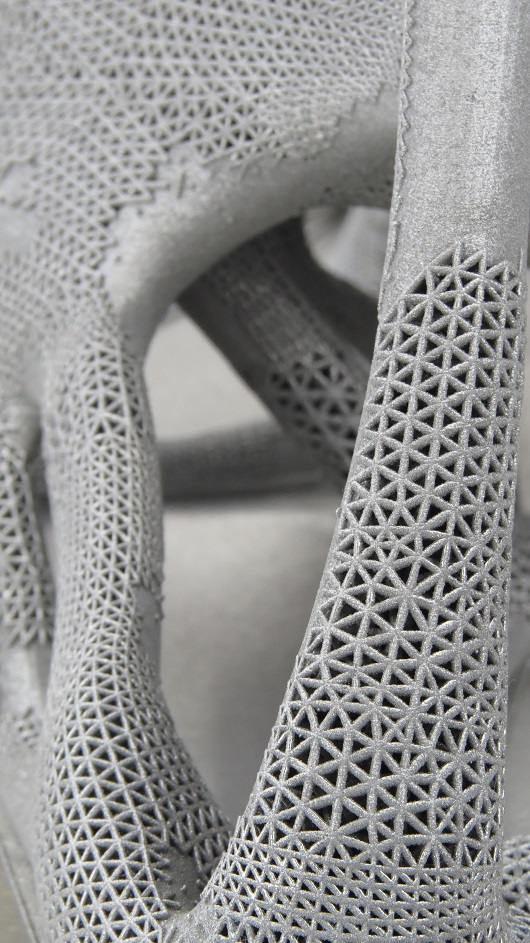
Questa staffa strutturale, nota anche come “ragno” o “spider bracket”, è stata stampata in 3D utilizzando lega di titanio con strutture reticolari ibride, che evocano strutture biologiche, leggere e resistenti. I “ragni” sono elementi architettonici intenzionalmente visibili, utilizzati per il sostegno di facciate e coperture continue in vetro: la loro funzione è sostenere i pannelli, molto spesso in vetro, negli angoli. Questo innovativo design biologico rappresenta una sfida per la stampa 3D in metallo, e ha richiesto software per ottimizzazione di strutture reticolari, software di modellazione e preparazione per la stampa, oltre all’applicazione di speciali parametri e impostazioni del sistema di stampa.
Le strutture reticolari (in inglese lattice) sono realizzate per ripetizione di un tipo o forma di celletta base e offrono notevoli vantaggi in termine di stabilità, comportamento termico e riduzione del peso. I metodi di fabbricazione tradizionali difficilmente permettono la produzione di questo genere di componenti, che possono però essere realizzati per mezzo di stampa 3D.
Ma per comprendere appieno le potenzialità di questa tecnologia è opportuno fare un passo indietro e analizzarla nel dettaglio.

I “ragni” sono elementi architettonici intenzionalmente visibili, utilizzati per il sostegno di facciate e coperture continue in vetro: la loro funzione è sostenere i pannelli, molto spesso in vetro, negli angoli.
Cos’è la Fabbricazione Additiva in metallo?
La stampa 3D in metallo è una tecnologia che permette di ottenere particolari in metallo compatto con caratteristiche meccaniche paragonabili, e in alcuni casi superiori, a quelle ottenibili con lavorazioni da pieno, siano esse piastre, billette o barre. La produzione Additive Manufacturing (AM) si realizza utilizzando polveri fuse selettivamente da un laser: la macchina deposita uno strato di polvere del metallo desiderato con uno spessore medio di 50 µm (ma si può arrivare a 20 µm) e il raggio laser agisce nei punti necessari fondendo il metallo. Dopodiché la macchina deposita un altro strato e così via.
Questa tecnologia, che deriva da quella analoga della sinterizzazione selettiva della plastica, è disponibile da circa 20 anni, ma solo negli ultimi 5/6 si è trasformata in una possibilità reale.
A differenza della tecnologia relativa alla plastica, fortemente orientata alla prototipazione, la fusione laser del metallo è decisamente orientata alla produzione.
La stampa 3D in metallo presenta numerosi vantaggi, primo tra tutti la velocità. Se si dispone del modello tridimensionale dell’oggetto che si desidera realizzare, basta inviare il file alla macchina che provvederà a produrlo. Risulta evidente come, rispetto a processi come la fusione o la microfusione, si saltino molti passaggi, dalla realizzazione in prototipazione rapida del campione alla creazione dello stampo, con enormi vantaggi nel tempo di realizzazione.
Il secondo vantaggio è la possibilità di realizzare oggetti non producibili con nessun’altra tecnologia. I limiti di altre procedure sono evidenti: l’asportazione di truciolo non può raggiungere determinate zone per impedimento fisico, la fusione o microfusione non riescono ad arrivare al di sotto di certe dimensioni a causa della difficoltà di passaggio del metallo fuso, né realizzare forme oltre una certa complessità. Pensiamo, ad esempio, a reticolati fini per cui diventa impossibile generare forme tali da poter creare uno stampo da cui sia producibile ed estraibile l’oggetto voluto. In realtà la fusione digitale più che sostituire le tecnologie consolidate, le affianca. Si sovrappone alle fusioni per la complessità di forme e per la tipologia di finitura superficiale e di tolleranze meccaniche. Nei confronti dell’asportazione di truciolo la sovrapposizione è minore in quanto, per raggiungere determinate specifiche di planarità, eccentricità, dimensione dei fori, interassi, e tolleranze inferiori al centesimo, diventa insostituibile la lavorazione meccanica successiva alla creazione del prodotto. Con questi presupposti, l’Additive Manufacturing si è già imposta in tutti i settori dove la ricerca è più spinta e ora si espande anche ad ambiti più “tradizionali” come, appunto, l’architettura.
I “ragni” rappresentano una sfida per la stampa 3D in metallo, e hanno richiesto software per ottimizzazione di strutture reticolari, software di modellazione e preparazione per la stampa, oltre all’applicazione di speciali parametri e impostazioni del sistema di stampa.
E cosa si può fare?
Le potenzialità di questa tecnologia sono davvero ancora da scoprire ed è prevedibile una crescita vertiginosa del suo utilizzo, un po’ come quanto è accaduto al settore delle comunicazioni dalla presentazione dei primi cellulari ad oggi. Il suo utilizzo dipende quindi dalla capacità di “progettare additivo”, cosa ben diversa dall’adattare per l’additivo. Ne abbiamo un esempio significativo in questo caso di progettazione di un collettore idraulico per un circuito con pressioni elevate, nell’ordine di 200÷500 bar.
Si tratta di un semplice circuito composto da due valvole di non ritorno, un’elettrovalvola a solenoide e relativi ingressi e uscite, in cui il fattore peso è però rilevante.
L’evoluzione del progetto, a partire dalle specifiche del prodotto, è stata dalle tecnologie tradizionali ad un adattamento per l’additivo (AfAM, Adaption for AM), fino alla progettazione mirata (DfAM, Designed for AM).
La soluzione tradizionale per la produzione di questo collettore idraulico (lavorazione per asportazione di truciolo) presenta numerosi benefici dati dalla facilità di progettazione sommata alla semplicità e rapidità di produzione. Ovviamente si devono registrare anche numerosi limiti come le prestazioni non ottimali a causa delle forature incrociate, l’uso poco efficiente del materiale e la presenza di ben otto tappi aggiuntivi. La massa del prodotto risulta essere di ben 4,6 kg.
Con il passaggio all’adattamento per la fabbricazione additiva registriamo importanti benefici, come una significativa riduzione della massa, che passa a 1 kg, un miglioramento delle prestazioni idrauliche, la possibilità di sostituzione diretta del pezzo tradizionale e l’eliminazione dei tappi.
I limiti di questa soluzione intermedia sono da ricercare nei passaggi orizzontali che richiedono supporti e sovrametalli significativi e, anche, nel fatto che la riduzione della quantità di materiale riduce la rigidezza e complica le lavorazioni successive.
Ma se un riadattamento in Additive Manufacturing di un prodotto prima realizzato in tradizionale porta vantaggi parziali, come procedere? Che cosa serve per progettare per Additive Manufacturing? Bisogna comprendere che i veri prodotti DfAM partono sempre da una “pagina bianca”. Occorre avere l’applicazione ben chiara in mente, applicare un metodo rigoroso ed effettuare delle verifiche lungo tutto il processo: costi/benefici, ottimizzazione di progetto, compromessi.
Nel caso di una progettazione per fabbricazione additiva (DfAM) avremo quindi notevoli benefici dati da un utilizzo molto efficiente del materiale, dall’assenza di supporti, dall’elevata rigidezza del particolare che aiuta le lavorazioni successive e dalla sostanziale integrazione delle uscite nel corpo dell’oggetto. A far da controparte a questi vantaggi occorre rilevare l’alta complessità della progettazione CAD e la considerazione che i vincoli di sistema al contorno devono essere flessibili.
Riassumiamo il risultato utilizzando il peso del componente come indicatore: abbiamo un passaggio da 4,6 kg del sistema tradizionale a 1 kg del AfAM, con riduzione del 78%, fino a un risultato di soli 0,4 kg del DfAM con riduzione del 91%.
Nel passaggio di tecnologia assistiamo ad un progressivo svincolarsi ed affermarsi della progettazione nel processo produttivo. Dalla semplice gestione del processo si passa infatti ad una gestione anche della forma (AfAM) fino a una ridefinizione del sistema e, in alcuni casi, anche della funzione stessa del componente (DfAM).

In alto a sinistra: circuito composto da due valvole di non ritorno prodotto con tecnologia tradizionale; in alto a destra: lo stesso circuito realizzato in AfAM (Adaption for Additive Manufacturing); in basso a sinistra e a destra: lo stesso circuito realizzato in DfAM (Designed for Additive Manufacturing), con riduzione del peso del 91%.
Infinite possibilità, infiniti settori
Abbiamo visto come la produzione additiva possa portare concreti vantaggi nella riduzione di peso, nella semplificazione dei prodotti e nella creazione di prodotti nuovi. I settori che hanno recepito più rapidamente questa tecnologia sono, ovviamente, quelli in cui queste esigenze sono maggiormente sentite: il racing, dove la leggerezza e la rapidità di realizzazione giocano ruoli fondamentali, l’aerospace, in cui il peso si traduce nel “folle” costo di diverse decine di migliaia di dollari al kilo al momento del lancio fino ad arrivare alla creazione di gioielli e, non ultimo, al medicale. Una interessante e avveniristica applicazione in questo settore è stata pubblicata su questa testata lo scorso anno (TECN’È luglio 2015). La vera sfida per il futuro dell’Additive Manufacturing è quindi a livello progettuale, nella capacità che, via via, sarà sviluppata nella direzione del “pensare additivo”, vale a dire “cosa mi serve davvero” e non “cosa devo togliere” per realizzare il prodotto.
Nel racing l’esperienza Renishaw spazia da componenti per un’imbarcazione impegnata nei preliminari dell’America’s Cup (TECN’È giugno 2016) alla Moto2, ma di questa parleremo in un’altra case study.

La tecnologia additiva è molto utilizzata in ambito medicale.
FORMAZIONE E ASSISTENZA PROGETTUALE
Per produrre componenti ottimali in maniera additiva, gli utenti devono comprendere come la progettazione AM offra un grado di libertà estremamente superiore rispetto alle tecniche produttive tradizionali, come ad esempio stampi e lavorazioni sottrattive.
Per questo Renishaw offre ai propri clienti corsi di formazione e assistenza progettuale sia prima, sia dopo l'acquisto di un impianto per la AM.
I Solutions Centres, distribuiti in vari luoghi nel mondo, sono veri e propri incubatori di progettazione e industrializzazione additiva: un’esclusiva proposta Renishaw che include disponibilità macchina, trasferimento di competenze e uso di attrezzature produttive ausiliarie. Chi ne fa uso per integrare i propri processi produttivi con sistemi di lavorazione additiva, abbatte le barriere economiche e di conoscenza, attingendo alle informazioni e all'assistenza necessarie per accedere nel mondo delle tecnologie AM. I clienti Renishaw, all'interno dei Solutions Centres, possono approfondire la conoscenza e comprendere come sfruttare al meglio le potenzialità della tecnologia additiva per ottenere vantaggi competitivi reali sul mercato. È possibile utilizzare sistemi di fabbricazione additiva di ultima generazione ed essere affiancati da personale qualificato che li aiuterà a implementare la tecnologia in modo rapido e con costi fissi e prevedibili.

Utilizzo di componenti prodotti in Additive Manufacturing per competizioni veliche.