
Da oltre un quarto di secolo PTM realizza componentistica meccanica di grandi dimensioni principalmente per i settori energetico e petrolchimico.
Roberto Pagani, anima e cuore dell’azienda bergamasca PTM, non ha dubbi: “Da quando siamo sul mercato il nostro reparto produttivo è sempre stato dotato di macchinari gestiti da controlli numerici ECS (ECS cnc). E così sarà anche in futuro”. Una scelta maturata negli anni, tassativa e indiscutibile, che si basa sostanzialmente su tre parole chiave: semplicità di utilizzo, prestazioni e affidabilità di questi sistemi.
di Elisa Maranzana
C’è un famoso proverbio che dice: presto e bene non stanno insieme. Nulla di più vero, ma purtroppo è proprio questo che viene richiesto alle imprese in questi ultimi anni. Lavorare oggi significa far fronte a commesse di clienti che chiedono prodotti di qualità e consegne in tempi spesso molto ridotti. E possibilmente a fronte di prezzi scontati. Stare dietro alle richieste di un mercato come quello di questi ultimi anni implica sforzi non indifferenti che finiscono per mettere a dura prova aziende e professionisti. Cosa fare quindi? Dipende: ogni realtà imprenditoriale ha la sua chiave di lettura.
L’azienda bergamasca PTM, per esempio, pare abbia trovato la sua in un rapporto lavorativo ormai collaudato e che dura da oltre un quarto di secolo: quello con il produttore di controlli numerici ECS.
Ma partiamo dall’inizio.
LE DIMENSIONI CONTANO
Quello che colpisce immediatamente entrando in PTM per la prima volta è lo spirito di collaborazione, l’onestà e la passione per un mestiere iniziato tanto tempo fa. Tutte qualità che, di questi tempi soprattutto, non vanno date per scontate e che traggono ispirazione dal fondatore dell’azienda, Roberto Pagani, che la redazione di Tecn’è ha incontrato nella sede di Castelli Calepio, in provincia di Bergamo.
Da oltre un quarto di secolo, e più precisamente dal 1989, PTM realizza componentistica meccanica di grandi dimensioni principalmente per il settore petrolchimico, ma anche per quello energetico. Quindi: valvole a sfera, componenti per turbine a gas, turbine a vapore, compressori e così via. “Eseguiamo principalmente lavorazioni su pezzi grezzi che ci vengono forniti direttamente dai clienti”, ci spiega Roberto Pagani, “e che sono costituiti da materiali di ogni genere: inox, forgiati, stellite o leghe particolari. I pezzi che lavoriamo hanno un diametro che parte dai 1.400 mm di quelli più piccoli e arriva ai 6.500 mm di quelli più grandi, a cui corrispondono pesi che raggiungono le 120 t”.

Roberto Pagani (a sinistra), fondatore e titolare di PTM, e Giorgio Rossi, direttore commerciale di ECS Sistemi Elettronici.
UNA COLLABORAZIONE DI VECCHIA DATA
Con oltre trenta dipendenti e uno stabilimento di 3.000 metri quadrati (che entro il prossimo anno verrà ulteriormente ampliato di altri 1.600), PTM si rivolge principalmente al mercato estero, quindi Europa, Nord America, Canada, Giappone e Cina.
Una produzione come quella di PTM presuppone da un lato la necessità di darsi come priorità la sicurezza del personale e la salvaguardia dell’ambiente, e dall’altro il bisogno di fare affidamento su un parco macchine altamente tecnologico, che permetta di far fronte alle richieste dei clienti. Oggi l’officina di PTM ospita 12 torni verticali per lavorazioni che vanno dai 1.400 ai 6.500 mm di diametro e 5 alesatrici.
Ciò che accomuna tutti questi macchinari sono i controlli numerici, che, per una scelta per nulla casuale, sono tutti rigorosamente di ECS Sistemi Elettronici, azienda di Sesto Fiorentino specializzata dal 1970 nella realizzazione, appunto, di CNC. “Da quando PTM esiste il nostro reparto produttivo è sempre stato dotato di macchinari gestiti da controlli numerici ECS, una scelta dovuta soprattutto alla loro semplicità di utilizzo”, ci racconta Pagani. “Oggi, dopo 26 anni, è per noi naturale propendere per questa direzione: i nostri operatori conoscono molto bene i controlli ECS e ciò permette loro di lavorare su tutte le macchine della nostra officina, passando da una lavorazione all’altra in maniera semplice e veloce. Inoltre, grazie anche al prezioso supporto degli operatori ECS, possiamo modificare e personalizzare questi controlli numerici a seconda delle nostre esigenze”. Il che significa che qualsiasi tipo di lavorazione o ciclo di lavorazioni si rendano necessari possono essere aggiunte in tempi brevi (una settimana lavorativa, non di più) e, al tempo stesso, qualunque modifica o aggiustamento funzionale alla buona riuscita della lavorazione vera e propria può essere fatto direttamente sul CNC dall’operatore in tempo reale e, soprattutto, senza dover più ricorrere alle soluzioni CAD/CAM.
LE RADICI DELLA SEMPLICITÀ
Semplicità di utilizzo prima di tutto, quindi. Ma da cosa dipende? I controlli numerici ECS sono nati negli anni Settanta, periodo storico in cui si programmava a bordo macchina perché le stazioni CAD/CAM non esistevano ancora. Le interfacce di queste soluzioni quindi dovevano essere intuitive e facili da usare per permettere agli operatori di svolgere agevolmente il proprio lavoro. Oggi, nonostante siano passati decenni, la traccia di quella semplicità non solo c’è ancora, ma è rimasta la colonna portante di questi sistemi. Ciò significa che l’operatore trova tuttora nel CNC tutto ciò che gli serve per eseguire lavorazioni e macro, al punto che, paradossalmente, potrebbe quasi fare a meno di ricorrere alla stazione CAD/CAM. A meno che ovviamente non si tratti di lavorazioni molto particolari.

I pezzi lavorati in PTM hanno un diametro che va dai 1.400 ai 6.500 mm.
L'ULTIMA CONFERMA
Vien da sé che anche sull’ultimo acquisto effettuato da PTM (una alesatrice PAMA) non poteva mancare un controllo numerico ECS e, più in particolare, la versione 901, della nuovissima serie 900.
“Ci capita spesso in azienda”, ci racconta ancora il fondatore dell’impresa bergamasca, “di avere l’esigenza che i nostri operatori si spostino da una macchina all’altra in base alle necessità produttive. Per questo, in concomitanza con l’acquisto dell’ultima alesatrice PAMA, per una questione di praticità abbiamo voluto installare un controllo numerico ECS. Questa decisione, per noi improrogabile, ci è costata un fermo macchina di un mese, necessario per la disinstallazione del controllo numerico nativo della alesatrice, l’installazione di quello ECS e infine un nuovo collaudo. Ne è però valsa la pena: mantenere il CNC nativo avrebbe reso necessaria la formazione del personale addetto, se non addirittura l'assunzione di nuovi tecnici specializzati”.
Ancora oggi l’operatore trova in un CNC ECS tutto ciò che gli serve per eseguire lavorazioni e macro, al punto che, paradossalmente, potrebbe quasi fare a meno di ricorrere alla stazione CAD/CAM.
INTERFACCIA ALL’INSEGNA DELL’ESSENZIALITÀ
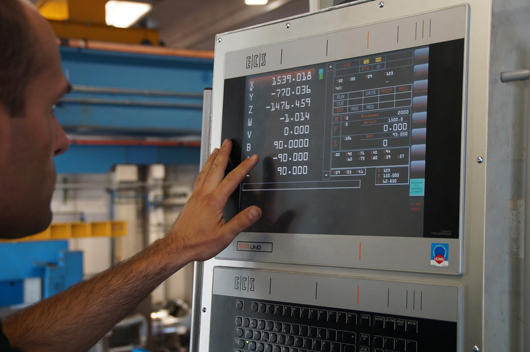
Veloci, affidabili, altamente performanti e tutti dotati di schermi touch screen. I controlli numerici della serie 900 sono oggi la colonna portante della produzione ECS. Per questa nuova linea di sistemi l'azienda toscana ha infatti studiato una nuova generazione d’interfaccia utente realizzata all’insegna dell’essenzialità, nella quale sono stati introdotti contenuti e concetti grafici orientati a una facile e intuitiva lettura delle operazioni e dei comandi. Le varie funzioni disponibili sono inoltre raggruppate secondo il contesto operativo, in modo da ridurre al minimo le possibilità di scelta, di fatto incrementando ulteriormente l’ergonomia di questi sistemi.
E per il futuro? La risposta di Roberto Pagani è tassativa: assoluta fedeltà a ECS. “A breve verranno sostituiti anche i controlli numerici degli ultimi tre macchinari che ancora non montano i sistemi ECS. E questo varrà anche per tutti gli acquisti dei prossimi anni”.
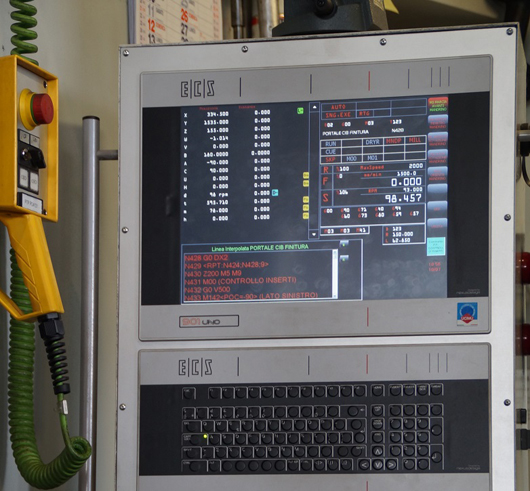
Veloci, affidabili, altamente performanti e tutti dotati di schermi touch screen: i controlli numerici della serie 900 sono oggi la colonna portante della produzione ECS.














