È piuttosto normale ritrovare elementi quali sedi per chiavette interne ed esterne, esagoni o torx nei disegni meccanici: a volte tali elementi vengono realizzati con un processo separato in una brocciatrice indipendente, o semplicemente subappaltati. In alcuni casi, tuttavia, vengono proposti utensili che consentono di eseguire tali operazioni su torni CMZ .
Le lavorazioni di brocciatura possono essere effettuate in diversi modi, a seconda dei tipi di utensile e portautensile utilizzati: nel caso di un utensile di brocciatura con portautensile fisso, utensile e mandrino sono statici e viene utilizzato solo il movimento dell’asse Z nel processo di taglio, con passate poco profonde.
Nel caso di un utensile di brocciatura con portautensile a stozzatura in tempo reale, l’utensile trasla sull’asse Z attraverso il portautensile in tempo reale e il mandrino rimane statico; vengono programmate passate poco profonde. Infine, nel caso di brocciatura a ondeggiamento o rotatoria, il mandrino è rotante e l’utensile viene montato leggermente obliquo in un portautensile che ruota liberamente; quando l’utensile tocca il pezzo, viene innestato e generato l’elemento: il processo è valido solo per esecuzioni quali esagoni interni o torx.
L’operazione di brocciatura può essere effettuata su tutte le serie di torni CMZ. A seconda delle dimensioni dell’elemento e delle tolleranze richieste potrebbe essere necessario l’asse Y, mentre se viene utilizzato un portautensile di stozzatura la lavorazione in tempo reale è obbligatoria.
La brocciatura con portautensile fisso è la via più semplice per effettuare l’operazione al tornio, senza necessità di lavorazioni in tempo reale o asse Y. Se le tolleranze o le dimensioni dell’elemento sono grandi, è consigliabile un asse Y sia per ottenere la tolleranza sia nel caso di impiego di un utensile più piccolo per dar vita a un elemento più grande.
Gli utensili di brocciatura, in questo processo, vengono montati su un portautensile di alesaggio standard e su una boccola. CMZ può fornire portautensili girevoli interni, nonché la boccola per montare l’utensile di brocciatura. Devono essere effettuate svariate passate poco profonde fino al raggiungimento della dimensione richiesta; per agevolare la programmazione, solo nelle esecuzioni interne, CMZ propone una soluzione speciale.
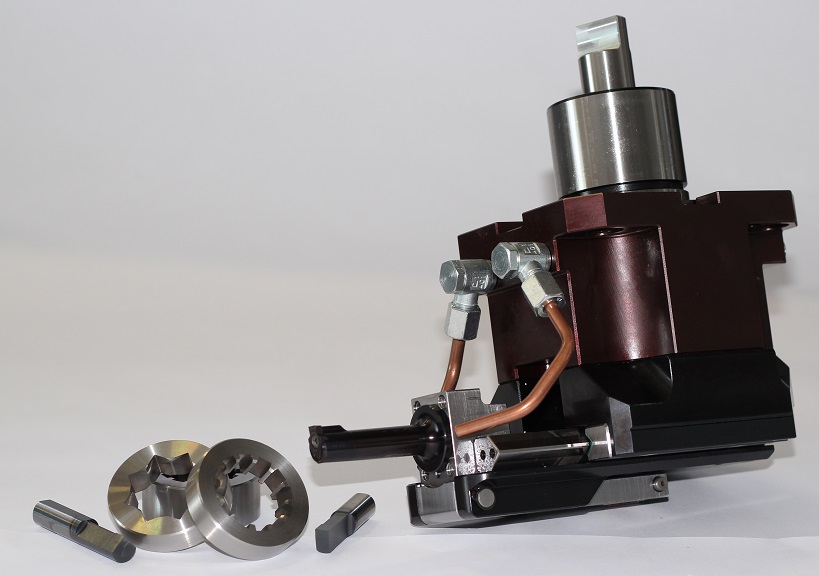
Un approccio diverso, che consente di svolgere la brocciatura più rapidamente, è l’uso di portautensili di stozzatura in tempo reale. Diversi fornitori di portautensili offrono prodotti compatibili per tutte le serie di macchine CMZ. Questi portautensili trasformano il movimento rotatorio dell’utensile in tempo reale in una corsa di traslazione. Grazie anche a un meccanismo speciale, l’utensile rimane in contatto solo durante la corsa di lavoro, mentre si solleva nella corsa di ritorno, fattore che ne massimizza la durata.
Il processo di brocciatura a ondeggiamento o rotatoria è infine principalmente utilizzato per elementi quali esagoni interni o torx. In tal caso, è prevista la combinazione di un utensile in carburo, montato con un’inclinazione specifica, in un supporto che gli consente di muoversi liberamente. L’albero del supporto è installato in un portautensile girevole interno. Il processo di lavoro è semplice: mentre il mandrino ruota l’utensile si avvicina, e quando entra in contatto con il pezzo inizia a ruotare e spingere per generare la forma richiesta; non è necessario alcun asse Y per questo processo.